1)огромныйнеравенстваon цена
Мынужно только потратитьо20–40 тысяч долларов США наламинированныйпроизводстволинияв зависимости от размераоборудование. Яне мог'это будет лучше для насif оно сопряженосстекло полировщик кромокистеклостиральные машины, Tкогда мы сможем производить продукцию высокого качестваламинированное стекло с относительно небольшими инвестициямиИ это очень быстро окупится.
Iзатраты140-350 тысячдоллары США напроизводственная линия автоклавадля производства ламинированного стекла PVB, asпроизводственная линия должна бытьв сочетании стермостатическая камера, Вальцовые прессы, стиральные машины, станки для полировки кромок, стеклорезные станки.и вторичныйгенератор. WВложение таких больших средств в линию по производству автоклавов сопряжено с высоким риском, поскольку окупаемость инвестиций происходит гораздо медленнее.
2) Различныепроцедуры обработки.
Оноперационный процессЛиния по производству автоклавов — сложная система.иТехнические требования достаточно высоки. Во-первых,Это действительно очень сложно для нас.резатьжеланныйстекло
погрешность измерения в пределах 2 мм, иначе пузырь В процессе этого всплывет.А потомНам необходимо пройти все следующие процедуры, включая полировку.тоткрай, мытье стекла, соединение двух стаканов с прослойкой между ними, двукратный нагрев и прокатка, герметизация краев, придание формы в автоклаве путем нагрева и прессования, и, наконец, охлаждение.OТолько таким образом мы можем производить многослойное стекло.BНо весь процесс занимает около 6 часов и требует высокой технической подготовки.наконтроль времени и температуры.OЕсли мы допустим ошибку в каком-либо процессе, всеусилие приходитНапрасно, потому что все стекла бесполезны.GПостепенно на смену ей приходит стремительно развивающаяся линия по производству ламинированных изделий.
Tпроцесс Фангдинлиния по производству ламинированного стеклаЭто довольно простая и легкая в управлении технология производства, которую легко освоить.WИдеальное ламинированное стекло можно получить путем вакуумной обработки и нагрева стекла в оборудовании после...резкаполировка, мойка, склеивание.Онвесь процессПЛКиспользуется для повышения эффективности и получения желаемого качества стекла.
3) Разныерабочая мощность для оборудования.
ПВБ-ламинатпроизводство образованиялинияis властьed by 500КВ,so потреблениенаэлектричествоЭто огромная система, и для её работы обычно требуется трансформатор.Линия по производству ламинированных изделий из ЭВАупрощенная система с низким потреблением электроэнергии.Iработает на энергии30кВт-75кВт в зависимости от размера оборудования.
4) Разныепроизводственный цикл и производство
IНа изготовление стекла у нас уходит 6 часов.с ПВБ-ламинатомпроизводство образованиялиния. Wшляпа'Хуже того, нам приходится приспосабливаться.тотСрок службы стекла может варьироваться в зависимости от количества и толщины стекла.AВ результате мы можем завершить производство стекла только один раз в день, используя 400 единиц материала.м²-600м²стекло.
OНапротив, на изготовление стекла у нас уходит 1-2 часа.анФАНДИНГПроизводственные линии для ламинированного стеклаКроме того, мы можем производить продукцию 4 раза в день.TвыпечкасерединаНапример, ламинированное оборудование размером в несколько сотен метров.Этоимеет длину 2 м, ширину 3 м и состоит из 3 слоев.It производит 54м² раз, Если делать это 4 раза в день, то получится 216.м²стекло, чтобы обеспечить производительность, равную автоклавированию, при низкой себестоимости.IЕсли заказ относительно невелик, то это действительноприбыльныйсЕВАЛиния по производству ламинированных изделий.
5) Принципы производстваламинированное стекловсё по-другому.
Фангдинламинированное стеклопроизводственная линияВ производстве ламинированного стекла используется принцип высоких температур и вакуума..Традиционный EVAЭта пленка представляет собой термоплавкую пленку; пленка EVA под воздействием высокой температуры плавится и плотно склеивает стекла.
Одновременно с этим, пленку из ТПУ можно использовать в нашем ламинированном стекле.машина.
Hвысокое давлениеaутоклавДля производства ламинированного стекла с ПВБ используется сочетание нагрева стекла и высокого давления.nСначала необходимо прокатать комбинированное стекло, а затем поместить его в автоклав и создать давление воздуха на поверхности стекла. Давление на стекло должно превышать 13 кг на квадратный сантиметр. Цель состоит в том, чтобы выдавить пузырьки воздуха из комбинированного стекла. Одновременно необходимо нагреть стекло до высокой температуры. После этого можно получить ламинированное стекло PVB.
6) Площадь покрытия оборудования различна.
Для линии производства ПВБ под высоким давлением требуется примерно следующее:8М (Ж) *60Производственное пространство M (L) занимает большую площадь, и производственный процесс занимает много времени.
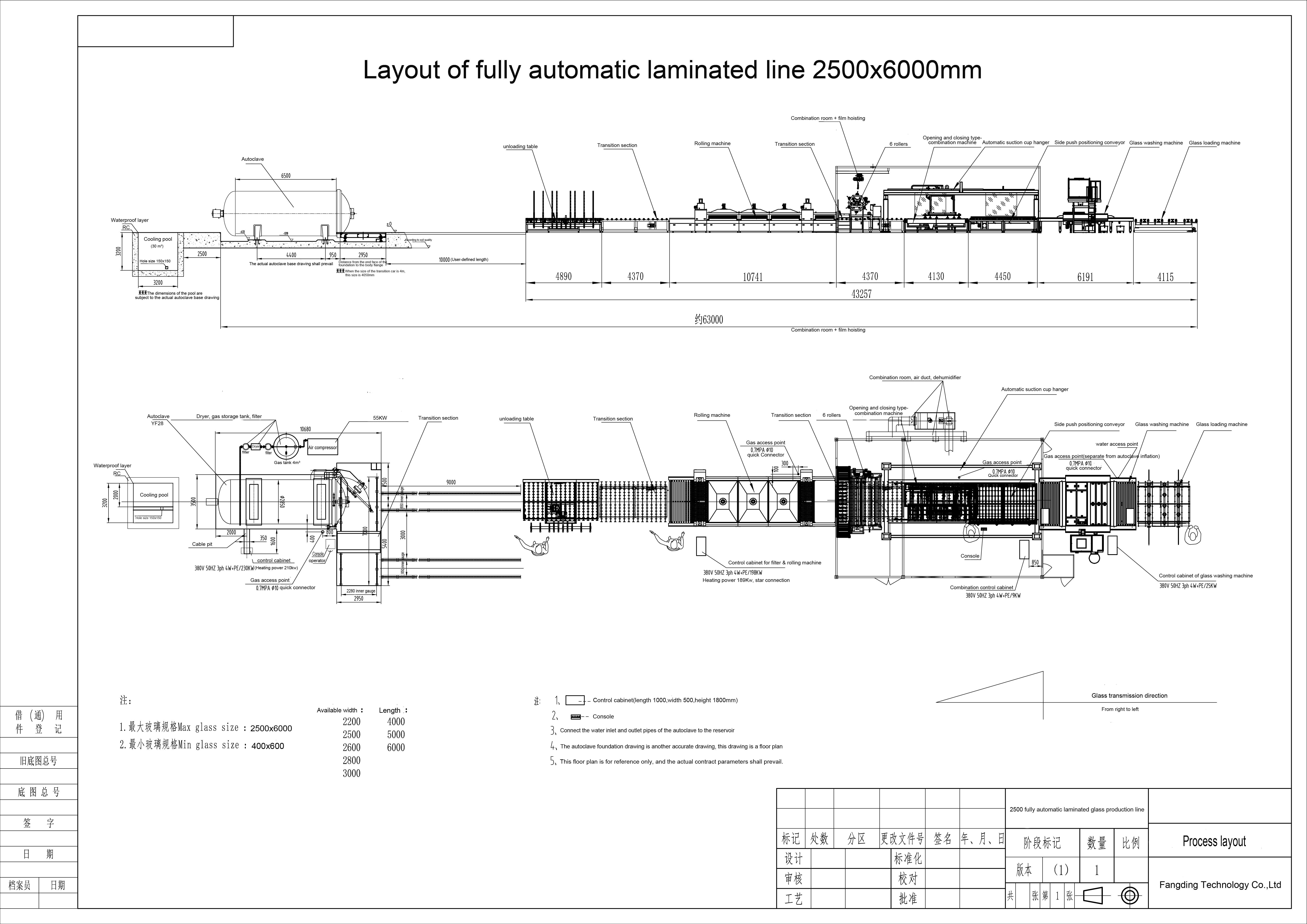
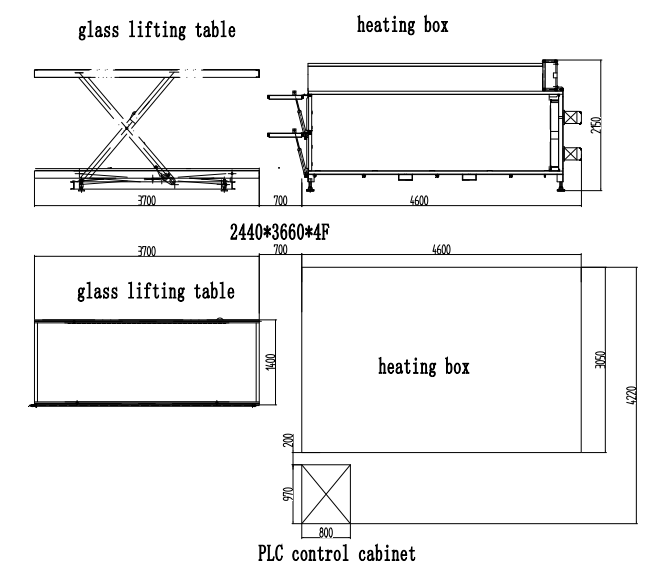
Нашпотребности производственной линии по выпуску ламинированного стекла5М (Ж) *10M (L) — место для производства, занимает небольшую площадь, производственный процесс прост и удобен в эксплуатации.
7) Количество рабочих, необходимых для эксплуатации оборудования, различно.
НашЛиния по производству многослойного стекла использует систему управления ПЛК, и обычно два работника могут производить стекло. Таким образом, это экономит трудовые ресурсы и ваши средства.
Линия по производству ламинированного стекла из ПВБ-пластика в автоклаве длиннее, чем линия по производству ламинированного стекла из ЭВА-пластика. Оборудование для производства ламинированного стекла из ПВБ-пластика состоит в основном из трех частей: автоклава высокого давления, роликового станка и камеры с постоянной температурой. Поэтому для работы с таким оборудованием требуется больше персонала.
8)Способы хранения пленки различаются.
Пленка является одним из основных расходных материалов для ламинированного стекла. Поэтому пленка важна для производства защитного стекла.
ПВБ-пленки при хранении в нормальных температурных условиях остаются липкими, что предъявляет более высокие требования к окружающей среде. Пленка требует хранения в помещении с постоянной температурой и влажностью. Поэтому предприятиям необходимо специально строить холодильные камеры для хранения пленки, что увеличивает себестоимость производства.
Нашфильм(EVA)При хранении в нормальных температурных условиях продукт не имеет вязкости и не предъявляет строгих требований к окружающей среде, требуется лишь чистота места хранения и отсутствие высоких температур.
9) Качество продукции различается.
1. ОнПрозрачность EVA составляет 90%.или что-то в этом роде, можно изготовить стеклянные навесные стены, пуленепробиваемое стекло, бронированные двери и окна из ламинированного стекла, декоративное ламинированное стекло для внутренних работ, ламинированное стекло для солнечных батарей и т. д.
Прозрачность ламинированного стекла PVB выше, чем у стекла EVA, и может достигать более 9%.2%. Ламинированное стекло PVB может использоваться в автомобилях, проектах стеклянных навесных стен, пуленепробиваемом стекле и т. д.
2. Ламинированное стекло EVA превосходит ламинированное стекло PVB по устойчивости к атмосферным воздействиям и воде. Благодаря использованию термоплавкой пленки в ламинированном стекле EVA обеспечивается более прочное сцепление с поверхностью стекла. Эта особенность особенно важна для закаленного ламинированного стекла. Адгезионная способность EVA выше, чем у PVB.
3. Прочность ламинированного стекла PVB > EVA. Но разница невелика. Неважно, ламинированное стекло EVA или PVB.wкоторый может использоваться для изготовления архитектурного стекла, пуленепробиваемого стекла, дверного и оконного стекла и так далее.
10) Оборудование, позволяющее производить различные виды защитного стекла, отличается.
1,Наш высококачественныйОборудование для производства ламинированного стекла может не только производить Архитектурное многослойное стекло, дуговое многослойное стекло, пуленепробиваемое стекло, узорчатое стекло, многослойное стекло для солнечных батарей и художественное стекло, такое как: многослойное стекло с цветами/картинами/тканью/мрамором и т. д. Многослойное стекло для светодиодов, стекло с функцией защиты от посторонних взглядов и переключаемое стекло.
2,Оборудование для производства ламинированного стекла PVB обычно используется для изготовления автомобильных лобовых стекол, стеклянных навесных стен и пуленепробиваемого стекла. Однако процесс производства ламинированного стекла PVB имеет множество недостатков: например, высокая температура и высокое давление препятствуют производству высококачественного ламинированного стекла и других видов стекла.
11) Стоимость продукта отличается.
Стоимость производства ламинированного стекла EVA значительно ниже, чем у ламинированного стекла PVB. Это объясняется тем, что ламинированное стекло EVA имеет более низкую себестоимость как по потреблению электроэнергии, так и по количеству персонала и затратам на производстве. Ниже приведена сравнительная информация:
12) Оборудование для производства ламинированного стекла, подходящее для рынка, различно.
ОнФангдинОборудование для ламинирования стекла отличается низкими инвестициями, меньшим потреблением электроэнергии и меньшими затратами на персонал. Объемы производства гибко регулируются рынком в соответствии с его потребностями. Поэтому оно подходит для большинства стран. Это очень привлекательная инвестиционная возможность!
Оборудование для производства ламинированного ПВБ-стекла требует больших инвестиций, потребляет больше электроэнергии, обеспечивает высокую производительность и создает больше рабочих мест. Имеет специфический рыночный охват. Обычно используется в странах с большим населением, богатыми и дешевыми источниками электроэнергии, а также в странах с большей национальной территорией.
13) Техническое обслуживание оборудования отличается.
ФАНГИДНПроизводственная линия по изготовлению оборудования для ламинирования стекла очень короткая, технология производства и техническое обслуживание оборудования просты. Замена повреждаемых деталей проста, удобна, а затраты на техническое обслуживание низкие.
Линия по производству ламинированного ПВБ-стекла имеет большую длину, требует большего количества запасных частей для технического обслуживания, что влечет за собой более высокие затраты на обслуживание. Кроме того, найти запасные части на рынке непросто.
14) Степень защиты стекла при обработке оборудования различается.
Наша технология обработки ламинированного стекла проста, конструкция оборудования научна и рациональна, уровень шума низок, а показатель безопасности высок.
Производственный цикл оборудования для изготовления ламинированного стекла с ПВБ-пленкой дольше, так как весь кусок стекла изготавливается в автоклаве. При нагревании ПВБ-пленка легко выделяет горючие газы в автоклаве, а стекло необходимо изолировать деревянной проволокой, которая легко воспламеняется от электричества и представляет определенную опасность.
15) Стоимость доставки оборудования различается.
Наше оборудование для ламинирования стекла, разработанное с учетом научных принципов и оптимальное для наземной и морской доставки, позволяет сэкономить на транспортных расходах. Как правило, один 20-футовый контейнер может вместить один комплект оборудования для ламинирования стекла из ЭВА и достаточное количество пленки ЭВА, что значительно сэкономит средства клиента.
Линия по производству ламинированного ПВБ-стекла длинная, очень тяжелая, сложна в установке, транспортные расходы огромны, что значительно увеличивает себестоимость производства.
16) Наше оборудование для ламинирования стекла может использовать пленку из ТПУ для производства ламинированного стекла из ТПУ, особенно для пуленепробиваемого и ветрового стекла. А также может работать в автоклаве для производства дугового ламинированного стекла. Это очень важно для завода.
Дата публикации: 30 июля 2021 г.


